Цвета побежалости нержавейки всегда вызывают интерес, будь то профессиональная среда или бытовая сфера. Эти цветовые переливы, от золотистого до синего, рассказывают о прошлом материала, его нагреве и обработке. Нержавейка как правило, представляет собой сплав железа с высокой стойкостью к коррозии из-за содержания хрома, который образует защитный оксидный слой на ее поверхности. Тем не менее, даже такая прочная сталь подвержена термическим изменениям, которые проявляются в виде побежалости.
Но это не только эстетика: побежалость нержавейки может быть индикатором нарушений технологии или ослабления свойств стали. Разобравшись в природе этого явления, можно научиться управлять им – создавать для украшения или удалять, чтобы сохранить функциональность металла.
Что такое цвета побежалости?
Цвета побежалости – это результат сложных процессов, происходящих на поверхности нержавеющей стали при ее нагреве. Когда температура поднимается выше 200 °C, кислород из воздуха вступает в реакцию с металлом, формируя оксидную пленку. Именно ее толщина и определяет видимые оттенки.
Появляющиеся цвета меняются по мере увеличения температуры. На ранней стадии лист нержавеющий имеющий побежалости, будет иметь легкий золотистый оттенок, который затем переходит в коричневый, фиолетовый, синий и, наконец, голубой с сероватым подтоном. Этот визуальный эффект – следствие интерференции света на микроскопической пленке, поэтому такие оттенки особенно яркие и насыщенные.
Цвета побежалости нержавеющей стали делает ее не только эстетически привлекательной, но и информативной. Например, сварные соединения часто приобретают синие и фиолетовые тона, что указывает на локальный перегрев во время сварки. Однако побежалость нередко воспринимается как дефект: она сигнализирует об изменении поверхностного слоя металла, что может снизить его устойчивость к коррозии и механическим нагрузкам.
Внешний вид и яркость побежалости зависят не только от температуры, но и от состава стали. Легирующие элементы, такие как хром и никель, усиливают стойкость оксидной пленки, а также влияют на характер цветового спектра.
Как возникают цвета побежалости на нержавейке?
Окрашивание нержавеющей стали происходит в результате сочетания высоких температур и химических процессов. Она довольно легко нагревается, так что при помещении на поверхность металла образуется оксидный слой. При температуре 200+ °C этот процесс ускоряется, и его можно увидеть только тогда, когда начинают проявляться характерные цветовые оттенки.
На цвет в основном влияет толщина оксидной пленки. Например, после 200-250 °C металл становится золотистым, а при повышении температуры до 350 °C – фиолетовым. При температуре около 400 °C поверхность становится темно-синей.
Во время сварки чаще всего вдоль швов может образовываться потускнение, поскольку температура в этих местах намного выше, чем на остальной части поверхности. Поэтому такой эффект может быть средством проверки качества сварки: равномерная окраска указывает на равномерное приложение тепла, а резкие переходы могут сигнализировать об избыточном нагреве.
Контакт с влажной или грязной средой может ускорить процесс окисления, в то время как чистота и полировка поверхностей будут способствовать появлению более ровных и глубоких оттенков.
Потускнение нержавеющей стали выходит за рамки просто оптического трюка. «Потускнение» служит визуальным отражением термической истории металлообработки и помогает оценить качество работы специалистов.
Как искусственно создать цвета побежалости нержавейки?
Потускнение нержавеющей стали – это тщательно контролируемый процесс с точки зрения температуры и условий, который может быть выполнен многочисленными способами, каждый из которых предлагает особые преимущества обработки и дизайна.
Создать переливы цветов на нержавейке – это как оживить металл. Процесс требует аккуратности, но результат впечатляет своей красотой. Вот несколько проверенных мужских способов добиться нужного эффекта:
- Термическая обработка. Здесь все начинается с тепла. Поместите металл в термопечь или разогрейте его паяльной лампой. Достигните нужной температуры: 200 °C – сталь золотится, 400 °C – насыщенно синеет. Нагрев должен быть равномерным, чтобы избежать разводов. Металл словно отвечает вам, показывая, что все под контролем.
- Электрохимический метод. Если нужно поработать с деталями сложной формы или большими поверхностями, это ваш выбор. Подключаем изделие к источнику тока, используем электролит – и начинается магия. Оксидная пленка формируется идеально ровно, покрывая металл как защитный доспех.
- Химическое окисление. Берем азотную или серную кислоту и наносим ее на металл. Реакция запускается быстро: поверхность темнеет, образуя пленку, которая не только красиво блестит, но и усиливает защиту от коррозии. Химический метод хорош для создания неповторимых оттенков, которые выглядят брутально и эффектно.
Такие технологии позволяют создавать не только красивые, но и функциональные покрытия. Например, оксидная пленка повышает коррозионную стойкость и защищает металл снаружи.

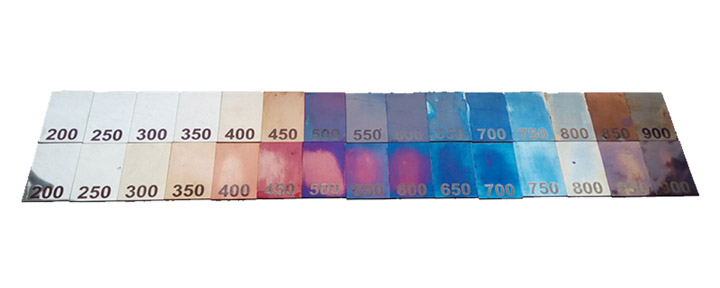
Таблица и температуры цветов побежалости нержавейки
Цвета побежалости возникают при разных температурах. Чтобы точно определить, какой оттенок соответствует конкретным условиям, используется следующая таблица:
| Температура (°C) |
Цвет побежалости |
Описание |
| 300–400 |
Светло-желтый |
Умеренное тепло, легкий блеск. |
| 400–500 |
Золотистый |
Начало изменения структуры металла. |
| 500–600 |
Земляной, коричневый |
Яркие насыщенные оттенки, связанные с высоким нагревом. |
| 600–700 |
Пурпурный, красный |
Глубокий красный цвет, часто встречающийся. |
| 700–800 |
Синий, черный |
Сложный оттенок с серым подтоном. |
Эти данные позволяют предсказать, какие изменения произойдут с материалом в процессе нагрева, и использовать их для достижения декоративного или технологического эффекта.
Как убрать побежалость с нержавейки?
Потускнение можно удалить с нержавеющей стали химическими, электрохимическими и термическими способами. Каждый из них имеет свой набор условий и пригодность для продуктов.
Химический способ
Химическая очистка вероятно, самый популярный метод устранения потускнения, поскольку он очень прост и эффективен. Он включает в себя азотную, фосфорную или щавелевую кислоту. Эти реагенты растворяют оксидную пленку и позволяют нержавеющей стали вернуть свой первоначальный блеск.
Самый первый шаг включает подготовку поверхности. Грязь и жир удаляются с изделия, чтобы кислота могла напрямую реагировать с оксидным слоем. Это можно сделать с помощью щетки или путем погружения изделия в емкость, наполненную раствором. Затем металл следует промыть водой после нескольких минут стояния, а затем обработать нейтрализатором, чтобы избавиться от любой оставшейся непрореагировавшей кислоты.
В промышленных условиях используются специализированные гели и пасты. Они удобны в применении, поскольку равномерно ложатся на поверхность и не растекаются. Эти средства идеально подходят для обработки сварных швов, где требуется точность.
При использовании химического метода важно соблюдать меры предосторожности: работать в защитных перчатках и очках, а также в хорошо проветриваемом помещении.
Электрохимический способ
Электролитический способ очистки от коррозии – это технология, которая является высокоточной наукой при очистке нержавеющей стали. Его работа заключается в использовании электрического тока, подаваемого в электролит, который взаимодействует с оксидной пленкой и растворяет ее.
Прежде всего, изделие необходимо очистить от грязи и обезжирить, чтобы на его поверхности был равномерный слой электролита. От электрода через металл пропускается электрический ток, в результате чего начинается электролитическая реакция. Таким образом, оксидный слой растворяется, и нержавеющая сталь приобретает естественный блеск и фактуру.
Электрохимический метод является очень удобным средством очистки сварных швов, равномерной очистки сложных поверхностей и крупных конструкций без малейшего механического повреждения сохранившейся структуры металла.
Он достаточно точен и безопасен для основного материала, а малая зависимость от химических реагентов сделала его практически очень полезным как для промышленной, так и для декоративной обработки металлов.
Термический способ
Термический метод удаления потускнения основан на воздействии высоких температур, при котором нагревание разрушает оксидную пленку, и металл восстанавливает свой первоначальный вид.
Для реализации метода используют паяльные лампы, термические пушки или промышленные печи. Поверхность нержавейки равномерно нагревают до температуры выше 450 °C. Важно, чтобы нагрев был контролируемым и не превышал пределы, при которых может начаться деформация металла. После разрушения пленки металл охлаждают, а затем при необходимости полируют для достижения гладкости.
Этот метод действительно хорош для работы с большими конструкциями и работами, где другой вид очистки требует много препятствий. Однако он требует точного контроля температуры и умения обращаться с термическим оборудованием.

