Кольори мінливості нержавійки завжди викликають інтерес, чи то в професійному середовищі, чи то в побутовій сфері. Ці колірні переливи, від золотистого до синього, розповідають про минуле матеріалу, його нагрівання та обробку. Нержавійка, як правило, являє собою сплав заліза з високою стійкістю до корозії через вміст хрому, який утворює захисний оксидний шар на її поверхні. Проте, навіть така міцна сталь схильна до термічних змін, які мают прояви у вигляді мінливості.
Але це не лише естетика: мінливість нержавійки може бути індикатором порушень технології або ослаблення властивостей сталі. Розібравшись у природі цього явища, можна навчитися керувати ним - створювати для прикраси або усувати, щоб зберегти функціональність металу.
Що таке кольори мінливості?
Кольори мінливості – це результат складних процесів, що відбуваються на поверхні нержавіючої сталі під час її нагрівання. Коли температура піднімається вище 200 °C, кисень із повітря вступає в реакцію з металом, формуючи оксидну плівку. Саме її товщина й визначає видимі відтінки.
Кольори, що з'являються, змінюються в міру збільшення температури. На ранній стадії лист нержавіючий, що має мінливості, набуватиме легкого золотистого відтінку, який потім переходить у коричневий, фіолетовий, синій і, нарешті, блакитний із сіруватим підтоном. Цей візуальний ефект - наслідок інтерференції світла на мікроскопічній плівці, тому такі відтінки особливо яскраві та насичені.
Забарвлення мінливості нержавіючої сталі робить її не тільки естетично привабливою, а й інформативною. Наприклад, зварні з'єднання часто набувають синіх і фіолетових тонів, що вказує на локальний перегрів під час зварювання. Однак мінливість нерідко сприймається як дефект: вона сигналізує про зміну поверхневого шару металу, що може знизити його стійкість до корозії та механічних навантажень.
Зовнішній вигляд та яскравість мінливості залежать не тільки від температури, а й від складу сталі. Легувальні елементи, такі як хром і нікель, посилюють стійкість оксидної плівки, а також впливають на характер колірного спектра.
Як виникають кольори побіжалості на нержавійці?
Фарбування нержавіючої сталі відбувається внаслідок поєднання високих температур і хімічних процесів. Вона досить легко нагрівається, тож під час поміщення на поверхню металу утворюється оксидний шар. При температурі 200+ °C цей процес прискорюється, і його можна побачити тільки тоді, коли починають проявлятися характерні колірні відтінки.
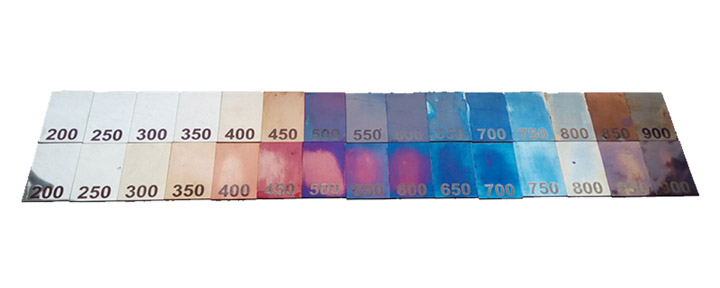
На колір в основному впливає товщина оксидної плівки. Наприклад, після 200-250 °C метал стає золотистим, а при підвищенні температури до 350 °C – фіолетовим. При температурі близько 400 °C поверхня стає темно-синьою.
Під час зварювання найчастіше уздовж швів може утворюватися потьмяніння, оскільки температура в цих місцях набагато вища, ніж на решті частини поверхні. Тому такий ефект може бути засобом перевірки якості зварювання: рівномірне забарвлення вказує на рівномірне прикладання тепла, а різкі переходи можуть сигналізувати про надмірне нагрівання.
Контакт із вологим або брудним середовищем може прискорити процес окислення, тоді як чистота та полірування поверхонь сприятимуть появі більш рівних і глибоких відтінків.
Потьмяніння нержавіючої сталі виходить за рамки просто оптичного трюку. «Потьмяніння» слугує візуальним відображенням термічної історії металообробки та допомагає оцінити якість роботи фахівців.
Як штучно створити кольори мінливості нержавійки?
Потьмяніння нержавіючої сталі – це ретельно контрольований процес відповідно до температури та умов, що може бути здійснений численними способами, кожен з яких пропонує особливі переваги обробки та дизайну.
Створити переливи кольорів на нержавійці – це як оживити метал. Процес вимагає акуратності, але результат вражає своєю красою. Ось кілька перевірених людством способів домогтися потрібного ефекту:
- Термічна обробка. Тут усе починається з тепла. Помістіть метал у термопіч або розігрійте його паяльною лампою. Досягніть потрібної температури: 200 °C – сталь золотиться, 400 °C – насичено синіє. Нагрівання має бути рівномірним, щоб уникнути розводів. Метал немов відповідає вам, показуючи, що все під контролем.
- Електрохімічний метод. Якщо потрібно попрацювати з деталями складної форми або великими поверхнями, це ваш вибір. Підключаємо виріб до джерела струму, використовуємо електроліт – і починається магія. Оксидна плівка формується ідеально рівно, покриваючи метал як захисний обладунок.
- Хімічне окислення. Беремо азотну або сірчану кислоту й наносимо її на метал. Реакція запускається швидко: поверхня темніє, утворюючи плівку, яка не тільки гарно блищить, а й посилює захист від корозії. Хімічний метод гарний для створення неповторних відтінків, які мають брутальний та ефектний вигляд.
Такі технології дають змогу створювати не тільки красиві, а й функціональні покриття. Наприклад, оксидна плівка підвищує корозійну стійкість і захищає метал зовні.

Таблиця та температури кольорів мінливості нержавійки
Кольори побілості виникають при різних температурах. Щоб точно визначити, який відтінок відповідає конкретним умовам, використовується така таблиця:
| Температура (°C) |
Колір мінливості |
Опис |
| 300–400 |
Світло-жовтий |
Помірне тепло, легкий блиск |
| 400–500 |
Золотистий |
Початок зміни структури металу |
| 500–600 |
Земляний, коричневий |
Яскраві насичені відтінки, пов'язані з високим нагріванням |
| 600–700 |
Пурпуровий, червоний |
Глибокий червоний колір, часто зустрічається |
| 700–800 |
Синій, чорний |
Складний відтінок із сірим підтоном |
Ці дані дають змогу передбачити, які зміни відбудуться з матеріалом у процесі нагрівання, і використовувати їх для досягнення декоративного або технологічного ефекту.
Як прибрати мінливість з нержавійки?
Потьмяніння можна видалити з нержавіючої сталі хімічними, електрохімічними та термічними способами. Кожен з них має свій набір умов і придатність для продуктів.
Хімічний спосіб
Хімічне очищення, ймовірно, найпопулярніший метод усунення потьмяніння, оскільки він дуже простий і ефективний. Він включає в себе азотну, фосфорну або щавлеву кислоту. Ці реагенти розчиняють оксидну плівку й дають змогу нержавіючій сталі повернути свій первісний блиск.
Найперший крок передбачає підготовку поверхні. Бруд і жир видаляються з виробу, щоб кислота могла безпосередньо реагувати з оксидним шаром. Це можна зробити за допомогою щітки або шляхом занурення виробу в ємність, наповнену розчином. Потім метал слід промити водою після декількох хвилин відстоювання, а тоді обробити нейтралізатором, щоб позбутися будь-яких залишків кислоти, що не прореагувала.
У промислових умовах використовуються спеціалізовані гелі та пасти. Вони зручні в застосуванні, оскільки рівномірно наносяться на поверхню та не розтікаються. Ці засоби ідеально підходять для обробки зварних швів, де потрібна точність.
Під час використання хімічного методу важливо дотримуватися запобіжних заходів: працювати в захисних рукавичках й окулярах, а також у добре провітрюваному приміщенні.
Електрохімічний спосіб
Електролітичний спосіб очищення від корозії - це технологія, яка є високоточною наукою при очищенні нержавіючої сталі. Його робота полягає у використанні електричного струму, що подається в електроліт, який взаємодіє з оксидною плівкою та розчиняє її.
Перш за все, виріб необхідно очистити від бруду й знежирити, щоб на його поверхні був рівномірний шар електроліту. Від електрода через метал пропускається електричний струм, внаслідок чого починається електролітична реакція. Таким чином, оксидний шар розчиняється, і нержавіюча сталь набуває природного блиску та фактури.
Електрохімічний метод є дуже зручним засобом очищення зварних швів, рівномірного очищення складних поверхонь і великих конструкцій без найменшого механічного пошкодження збереженої структури металу.
Він досить точний і безпечний для основного матеріалу, а мала залежність від хімічних реагентів зробила його практично дуже корисним як для промислової, так і для декоративної обробки металів.
Термічний спосіб
Термічний метод видалення потьмяніння ґрунтується на впливі високих температур, за якого нагрівання руйнує оксидну плівку, і метал відновлює свій первісний вигляд.
Для реалізації методу використовують паяльні лампи, термічні гармати або промислові печі. Поверхню нержавійки рівномірно нагрівають до температури вище 450 °C. Важливо, щоб нагрівання було контрольованим і не перевищувало межі, за яких може початися деформація металу. Після руйнування плівки метал охолоджують, а потім за необхідності полірують для досягнення гладкості.
Цей метод справді хороший для роботи з великими конструкціями та роботами, де інший вид очищення має багато перешкод. Однак він вимагає точного контролю температури та вміння поводитися з термічним обладнанням.

